Protocole de création d'une plaque à partir de broyats de PLA, avec une floqueuse à T-shirts
Publié par Lise Pontoizeau, le 13 janvier 2026 480
Protocole de création d’une plaque de PLA
Par Pontoizeau Lise, Dalmais Téo, Viricel Elise, Triboy Rose et Lemaux Matthieu, l'équipe du projet de revalorisation du PLA issu des impressions 3D des fablabs de Grenoble porté par l'E3lab, fablab de l'ENSE3, en 2025-2026, pour la filière PISTE proposée à Grenoble INP, et avec l'aide de Bobichon Gaétan de la Casemate - nous avons pris nous-mêmes les photos, dans les Fablabs de la Casemate et de l'école Génie Industriel (plateforme SMART)
Rédigé en janvier 2025
1) Matériel nécessaire
Pour créer une plaque de PLA recyclé, il faut venir avec :
- des broyats de PLA. La masse volumique du PLA est autour de 1,25 g/cm3. Donc, pour la plaque
réalisée sur les photos, de 20x25x0,5 cm3, il faut prévoir 20x25x0,5x1,25 = 312,5 g de PLA. Il vaut mieux avoir quelques dizaines de grammes de trop par rapport à la valeur théorique, parce qu’il est difficile de rendre homogènes les bords de la plaque, et parce qu’il vaut mieux devoir couper les bords de PLA qui dépassent de la plaque qu’obtenir une plaque comprenant des bulles à l’intérieur ou des irrégularités.

- un papier résistant aux fortes températures comme des feuilles PTFE téflon (réutilisable et indispensable à un bon état de surface des plaques de PLA), ou éventuellement du papier cuisson (mais cela ne permet pas d'obtenir une surface de plaque lisse).
- une floqueuse à T-shirt
- un masque
- une blouse de fablab
- un moule en bois ou une planche de bois fine dans laquelle on peut découper un moule (cf section 2)
- deux autres planches de bois fines
- 1 ou 2 planches de bois épaisses (environ 2-3 cm)
- 4 ou 5 serre-joints
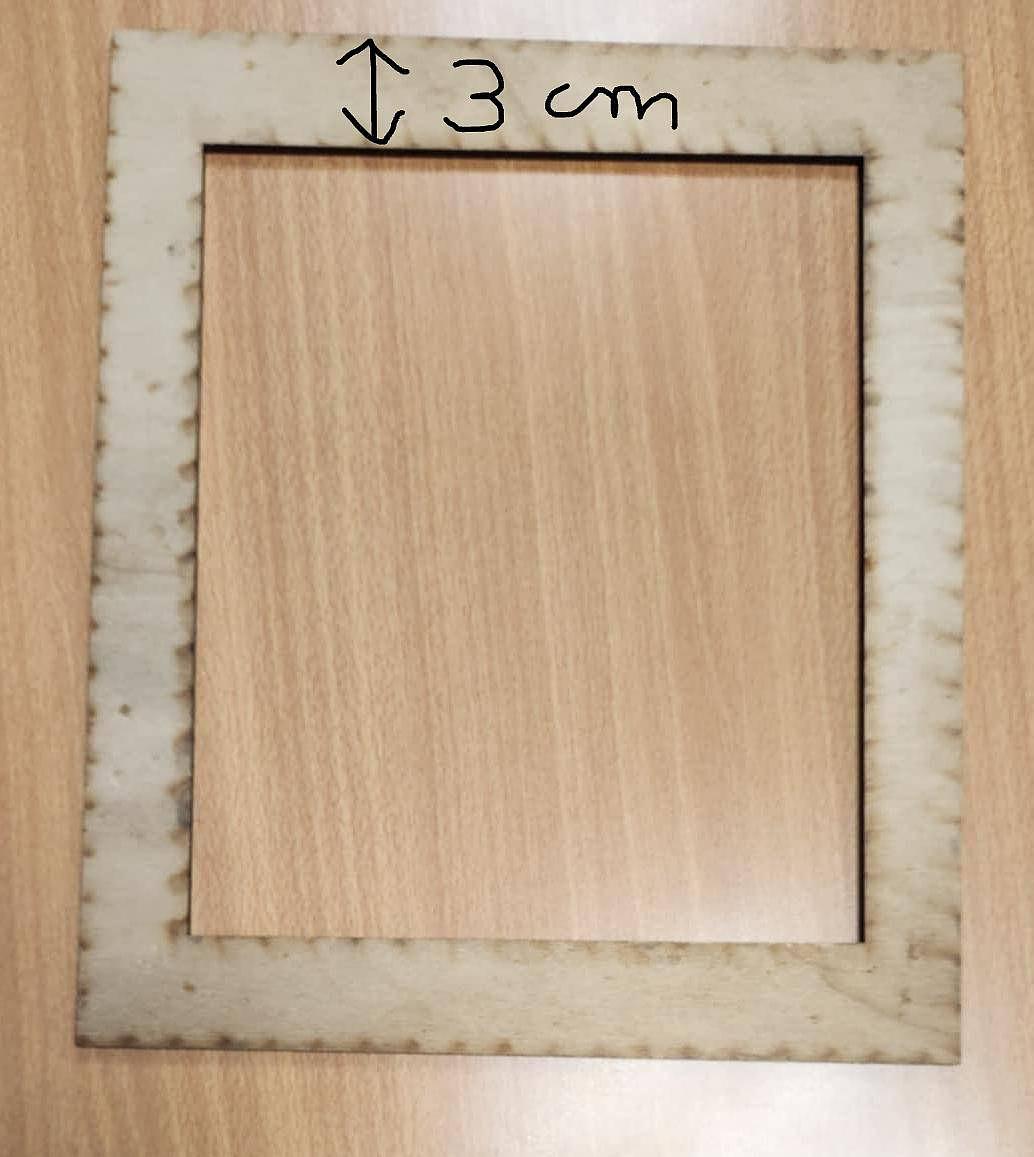
2) Moule
Pour donner la forme de plaque aux broyats, il faut utiliser un cadre en bois dont la partie interne est de la largeur, longueur et épaisseur souhaitée pour la plaque. L'épaisseur entre le bord interne et le bord externe du cadre doit être de 3 ou 4 cm d'épaisseur, pour s'assurer que la plaque ne gondole pas à cause d'une déformation du cadre.
Si le moule n'est pas déjà existant pour la taille de plaque souhaitée, on peut découper un nouveau cadre dans une planche de bois à l'aide d'une découpeuse laser.

Attention à bien laisser 3 à 4 cm d'épaisseur de contour du cadre.
3) Préparation du premier passage dans la floqueuse
La floqueuse à T-shirt ne chauffe que d'un seul côté (sur la partie du dessus). Pour faire fondre les broyats, on peut donc les placer sur une planche fine de bois. On recouvre ensuite avec une première feuille de teflon PTFE ou de papier cuisson (le teflon PTFE étant largement recommandé pour obtenir une surface lisse, car le papier cuisson se froisse avec la chaleur).


Ensuite, on recouvre l'intérieur du moule avec des broyats de PLA, et on les répartit équitablement sur la surface à l'intérieur du moule. La masse volumique du PLA est d'environ 1,25 g/cm3. Il vaut mieux mettre quelques dizaines de grammes de PLA de plus que ce qui est théoriquement nécessaire pour compléter la plaque, pour s'assurer que le PLA puisse remplir tout l'espace du moule.


Ensuite, on recouvre les broyats avec une seconde feuille de teflon PTFE ou de papier cuisson :
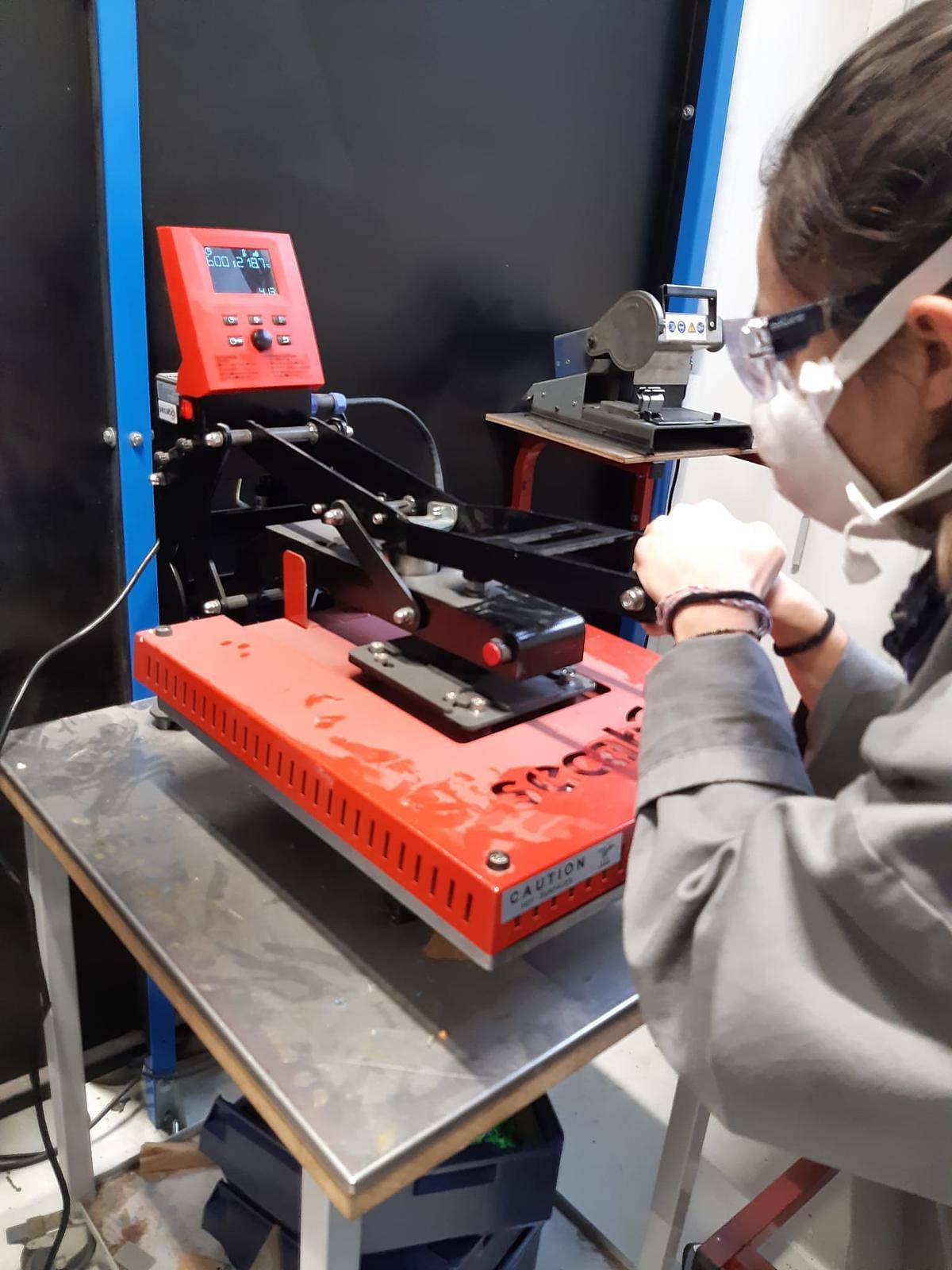
4) Utilisation de la floqueuse
Avant d'utiliser la floqueuse, il faut prendre certaines mesures de sécurité. La fonte du plastique provoque des émissions de particules toxiques. Il faut donc porter un masque durant la fonte du plastique, en plus des équipements classiques à porter lorsqu'on entre dans le fablab (blouse, chaussures de sécurité en fonction du fablab, etc...). Il est également nécessaire de créer de l'aération (en ouvrant les fenêtres ou la porte ou en activant une aspiration).

L'utilisation de la floqueuse est assez simple. Elle requiert seulement une programmation de la température et de la durée de chauffe souhaitées et un ajutement de la hauteur entre la plaque du haut et la plaque du bas de la floqueuse une fois qu'elle est refermée, ce qui permet de faire varier la pression sur la plaque.
Pour régler la température, on appuie sur le bouton sur lequel apparaît un thermomètre, puis on fait tourner le bouton central jusqu'à ce que le cadran affiche la température voulue.

Pour régler le temps de chauffe, on appuie sur le bouton "horloge", et on fait tourner le bouton central jusqu'à obtenir la durée souhaitée.

Le vis permettant de régler la pression se trouve sur le dessus de la floqueuse :

Pour créer une plaque de PLA, la température de chauffe doit être réglée à 220 °C. Même lorsque l'on veut créer une plaque épaisse, il ne faut pas augmenter cette température, car cela risquerait de brûler le plastique au lieu de seulement le faire fondre.
Plus l'épaisseur de la plaque fabriquée est élevée, plus il faut laisser le PLA chauffer longtemps.
Pour une plaque de 3 mm d'épaisseur, il suffit de laisser chauffer 80 secondes de chaque côté. Pour une plaque de 5 mm, il faut plutôt laisser chauffer 260 secondes de chaque côté.
Lorsque tous les réglages sont prêts, il suffit de rabaisser la plaque du dessus de la floqueuse, en descendant la poignée jusqu'en bas et en faisant attention à ne pas se brûler. On sait que l'on a suffisament redescendu la poignée lorsque le chronomètre se lance (il diminue jusqu'à 0 s à partir du nombre de secondes programmé). S'il est trop difficile d'appuyer jusqu'au bout, on peut desserer la vis de pression.
Une fois que la première surface a été chauffée, on tire légèrement sur la poignée pour la faire remonter. La floqueuse a tendance à faire un à-coup quand la partie chaude est soulevée. Il faut vérifier si la partie du dessus s'est décalée de la partie du dessous, et si c'est le cas, recentrer délicatement les broyats dans le cadre du moule.
Pour chauffer le deuxième côté, il faut :
- Poser la deuxième plaque fine en bois par dessus les broyats
- Retirer les broyats de la floqueuse en prenant la plaque du dessous
- Lorsque c'est possible, poser une main sur le plaque du dessous et une main sur la plaque du dessus
- Retourner l'ensemble
- Reposer le tout sur la plaque du dessous de la floqueuse
- Retirer la plaque du dessus
- Resserrer la vis pour augmenter la pression imposée aux broyats une fois la floqueuse fermée (car les broyats déjà fondus sur un côté seront moins volumineux, il faut donc donner au PLA la forme finale de la plaque)
- Régler la vis de pression puis refermer la floqueuse
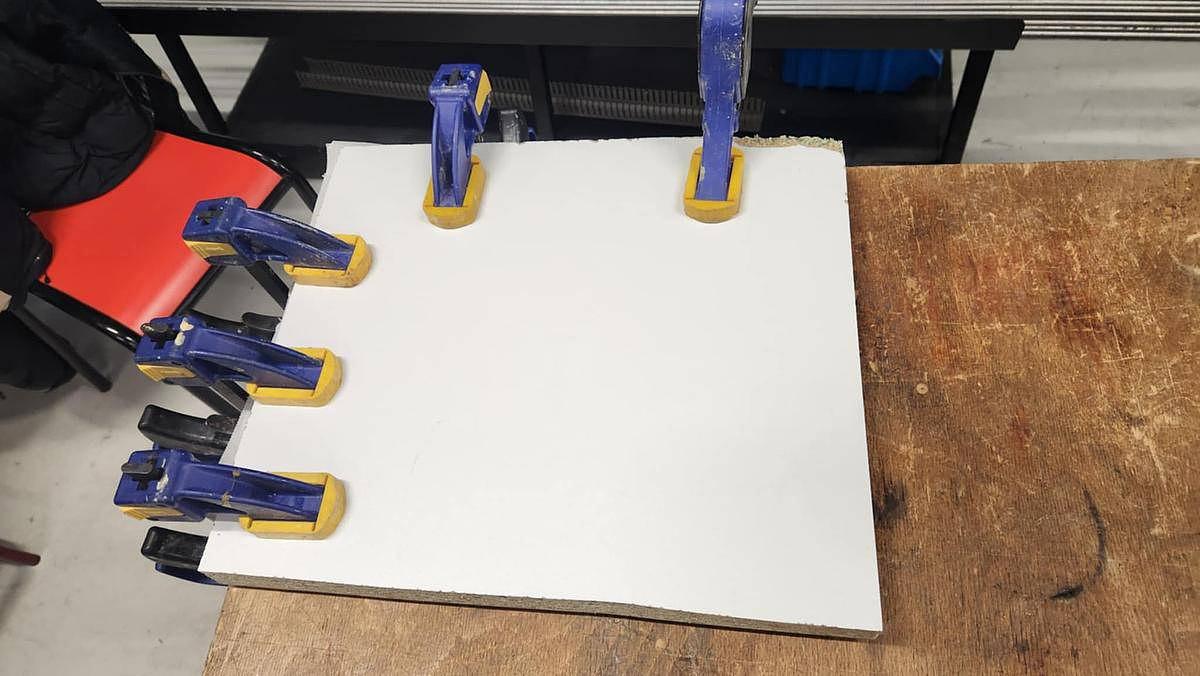
5) Mise sous pression en sortie de la floqueuse
Lorsque la plaque de PLA a bien été chauffée des deux côtés, il faut la mettre sous pression de la façon la plus homogène possible. Pour cela, il faut :
- Remettre la plaque fine de bois sur la plaque de PLA pour pouvoir la déplacer plus facilement
- La déposer dans le coin d'une table
- Poser la plaque de bois épaisse par dessus
- Mettre des serre joints sans trop les serrer (pour ne pas exercer de pressions non homogènes qui déformeraient la plaque)
- Lorsque les 4 ou 5 serre-joints ont été positionnés sur les 2 côtés libres de la table, les resserrer pour augmenter la pression
- Attendre 15 min que le PLA refroidisse
6) Vérification finale
Au bout de 15 min, on enlève les plaques qui recouvrent le PLA et le papier teflon PTFE / cuisson et on observe le résultat.
Il est possible d'observer sur la plaque des parties mal fondues, trop peu denses en broyats avec des espacements. Dans ce cas, on peut remettre quelques broyats sur ces zones et presser à nouveau la plaque de PLA dans la floqueuse pour combler ces trous.
Il est difficile de savoir si le coeur de la plaque est bien fondu et sans bulle. Si en usinant la plaque, on observe qu'il y a de l'air au centre, cela signifie qu'il faudra augmenter le temps de chauffe pour la prochaine plaque fabriquée, car les broyats n'ont pas été assez fondus et ne se sont pas assez agglomérés.

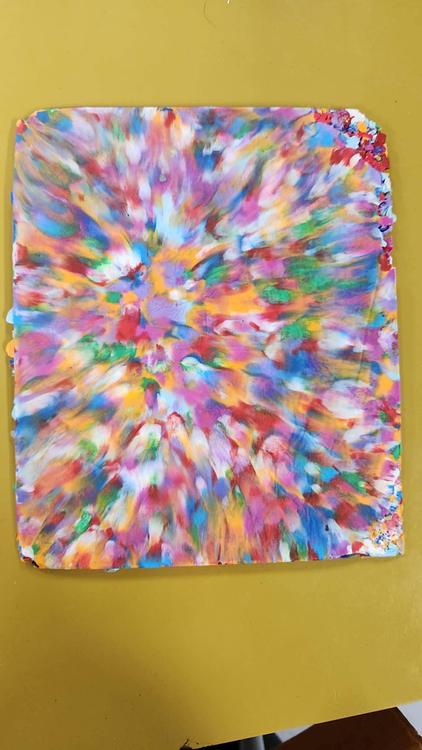
Exemple de obtenue après une première itération qui n'était pas très satisfaisante :

Plaque obtenue après la seconde itération :
